Share
Pin
Tweet
Send
Share
Send

Kesemua faktor ini memaksa tukang-tukang rakyat, apabila ia menjadi perlu dalam instrumen sedemikian, untuk mencari jalan bebas daripada pembuatannya. Khususnya mereka memerlukan mereka yang membaiki kereta, motosikal dan kenderaan lain.
Menggunakan kilang bola mudah, sebagai contoh, saluran di kepala silinder enjin bosan semasa pembaikan mereka. Hampir juga mereka hanya boleh memproses saluran melengkung dengan cekap dan tepat. Tiada jenis pemotong jenis lain yang sesuai untuk kerja tersebut. Bor elektrik yang dibuat khas boleh digunakan untuk memacu kilang bola buatan rumah.
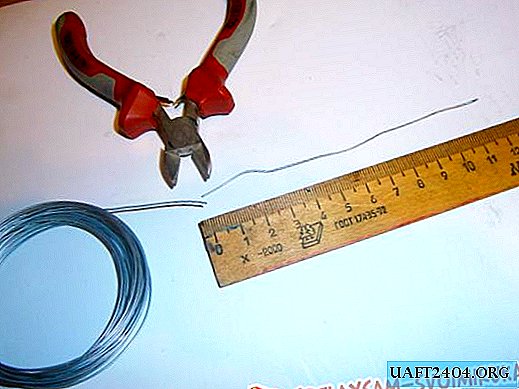
Kilang bola (roller cutter, kilang boron) boleh dibuat dari bola diameter yang sesuai dari galas bebola atau dari sendi bola untuk stereng atau penggantungan kereta. Keluli keras digunakan untuk pembuatan bahagian-bahagian ini, dan oleh itu, pemotong dari mereka akan mempunyai sifat pemotongan yang baik.
Pilih bola dari galas dengan diameter 33 mm sebagai bahan kerja. Apa yang kita perlukan untuk membuat kerusi?
Alat dan bahan
Anda boleh lakukan dengan minimum alat:
- Grinder dengan memotong dan memutar cakera.
- Mesin kimpalan.
- Kancing logam.
- Vernier caliper and marker.
Set bahan-bahan yang diperlukan, dengan mengambil kira cek prestasi pemotong boron do-it-yourself, juga pendek.
Kita perlukan:
- Bola dengan diameter 33 mm.
- Kacang.
- Mandrel dengan benang pada satu hujung.
- Blok enjin motosikal.
Proses pembuatan kerucut
Sudah tentu, jika anda mengikuti semua alat pembuatan perkilangan teknologi yang diperbuat daripada logam yang keras, maka anda harus melepaskannya terlebih dahulu untuk memudahkan pemesinan seterusnya. Tetapi untuk ini, anda memerlukan relau muffle, yang kami tidak ada. Kerana ini, kita memerlukan lebih sedikit masa, usaha dan memakai cakera berulir dan beralih, yang tidak terlalu sukar, kerana kita hanya membuat satu kilang bola.
Sekali lagi, ukur diameter bola yang dipilih menggunakan caliper dan pastikan bahawa ia perlu mengeluarkan lapisan logam 0.5 mm dari permukaannya. Lagipun, kita perlukan kerucut dengan diameter 32 mm.

Mandrel boleh dibuat dengan menggerudi lubang buta di bola, diikuti dengan mengepak. Tetapi ini tidak begitu mudah dilakukan, kerana dalam kes ini anda pasti perlu melepaskan logam bahan kerja, mempunyai peranti khas untuk memegang bola semasa pemprosesan dan, tentu saja, mesin penggerudian yang tidak tersedia.

Oleh itu, kita berhenti pada versi dengan kacang yang dikimpal dan mandrel disilangkan ke benang logam. Untuk melakukan ini, pegang bola dengan menggunakan mesin kimpalan dan gunakan mesin kimpalan untuk memperbaiki kacang pada bahan kerja. Apabila selesai kimpalan, cepat menyejukkan kompaun yang dihasilkan di dalam air untuk mengelakkan pelepasan logam bola.


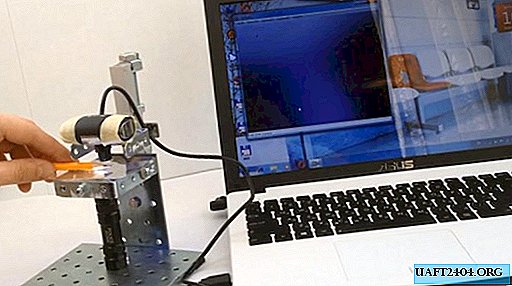
Sentiasa sekat mandrel ke dalam kacang dan pasangkannya di gelendong gerudi elektrik atau pengisar, yang seterusnya, mesti dipasang dengan selamat dengan pengapit atau sebiji. Segala-galanya siap untuk menyesuaikan diameter bola ke saiz yang dikehendaki.

Untuk melakukan ini, kami memberikan putaran ke gelendong dengan bahan kerja tetap dan meneruskan penyingkiran logam dengan bantuan cakera dan penggiling beralih, sentiasa memantau diameter bola diproses dengan caliper.

Setelah menerima saiz transversal yang dikehendaki (32 mm), kami menghentikan pemprosesan.
Sekarang semuanya sudah siap untuk pembentukan gigi pemotongan. Kami melampirkan bahan kerja ke tongkat dengan pisau untuk logam dan dengan bantuan penggiling dengan cakera pemotongan, kami meneruskan pelaksanaan alur longitud, yang perlu untuk mendapatkan tepi pemotong.

Persoalan timbul: berapa banyak untuk membuat alur? Jawapannya adalah jelas: semakin keras bahan yang diproses, semakin banyak yang harus ada. Oleh kerana kita perlu mengembalikan blok silinder motosikal dari duralumin, sudah cukup untuk menyelesaikan 10 alur untuk mendapatkan 9 tepi pemotongan.
Menggunakan cakera beralih, kami mengeluarkan kelebihan logam untuk mendapatkan profil trapezoid gigi yang diarahkan ke arah putaran alat tersebut. Operasi ini adalah yang paling kompleks dan penting, oleh itu, ia mesti dilakukan dengan segala perhatian dan ketepatannya. Selepas itu, kita boleh mengandaikan bahawa kon siap sepenuhnya untuk kerja yang dimaksudkan.

Ia tetap untuk mengesahkannya dalam amalan di blok silinder dari motosikal Ural atau oleh mana-mana yang lain dengan saiz lubang yang sama. Semasa operasi, pemotong mesti secara berkala dilincirkan dengan minyak. Sehingga prosesnya berjalan lebih intensif dan tanpa usaha yang tidak perlu pada pemacu.



Amaran dan nota
Apabila bekerja dengan kilang bola, perlu melindungi mata dengan kacamata, dan memakai sarung tangan di tangan anda. Sudah tentu, harus ada penutup pelindung pada penggiling. Faktanya ialah apabila memproses logam lembut, cip berubah menjadi saiz yang berbeza, yang cenderung untuk berselerak di semua arah dan jarak jauh.
Bagi alat ini, ia lebih menguntungkan untuk meletakkan tepi pemotong tidak membujur kepada paksi putaran, tetapi pada sudut. Kemudian pemotong akan bekerja lebih lembut, lebih produktif dan risiko putaran yang tidak sah akan berkurang.
Untuk menghilangkan perlanggaran tangen alat ini, lebih menguntungkan untuk membuat kon keluar dari sendi bola roda stereng kereta. Kemudian tidak perlu membuat mandrel, kerana ia sudah wujud dan pada masa yang sama sangat berpusat pada bola.
Share
Pin
Tweet
Send
Share
Send