Share
Pin
Tweet
Send
Share
Send
Sekiranya terdapat tali dua paip dengan garis pusat yang sama, kemudian pada terjun kita melakukan apa yang dipanggil. "seluar" - segmen yang sebahagian besarnya harus mempunyai saiz tiga kali lebih kecil daripada diameternya.
Di bawah ini, kami menganggap kes yang paling sukar dari segi pemotongan, apabila paip pemotong sedikit lebih kecil diameter daripada yang utama, contohnya, 89 mm atau 76 mm dan 100 mm, masing-masing.

Perlu
Untuk memotong dan mencipta satu masukkan dua paip logam dengan diameter yang berbeza, kita mesti mempunyai:
- rongga paip dua diameter berbeza;
- penggiling dengan roda pemotongan dan pengisaran;
- penanda
- penguasa, persegi;
- mesin kimpalan;
- tukul.
Algoritma pemasukan paip bulat
Kami akan menggunakan teknologi yang digunakan secara meluas dalam tali leher apabila kelebihan serpihan tegak ke paip bulat terbentuk sehubungan dengan paip utama. Kami akan mematuhi perintah berikut, melaksanakan kaedah ini.
Kami memotong tepi paip yang dikimpal pada sudut yang betul.

Kami menandakan empat mata di atasnya, yang merupakan titik persilangan dua diameter garis serentak dan hujung paip. Jika semuanya dilakukan dengan betul, maka titik-titik ini disusun sama rata dalam bulatan melalui 90 darjah.


Kami meletakkan paip dengan ujung yang ditandakan ke permukaan sampingan utama dan mengukur dengan bantuan seorang penguasa logam atau pita mengukur jurang terbesar antara muka akhir generatrix pertama dan kedua. Dalam kes kami, ia ternyata sama dengan 30 mm.
Dari dua mata bertentangan di hujung kami berbaring di sepanjang generatrix 30 mm. Kami menarik penanda di permukaan sampingan paip dengan dua garis halus yang berpunca dari satu titik bersebelahan di hujung, ke arah yang bertentangan, sehingga mereka melewati tanda yang lebih rendah dan menumpuk pada titik kedua pada akhir.
Menurut markup, menggunakan pengisar dengan cakera pemotong, potong potongan dalam bentuk dua segmen bulat yang sama. Kami memotong potongan kerinting di hujung paip supaya tidak ada burr atau benjolan yang tersisa.

Kami cuba paip di tempatnya dan, jika tidak sesuai didapati, kami membetulkan tempat ini dengan pengisar dan mencapai kebetulan yang lebih tepat dari permukaan paip.

Kami memindahkan kontur luar paip yang dikimpal ke permukaan sampingan yang utama dengan penanda. Di dalam barisan tertutup yang diperolehi, kami membina garis kongruen, berlepas dari luar dengan ketebalan dinding paip. Ia berada di barisan baru yang akan kami hasilkan.

Menggunakan pengisar, potong bulatan dalam paip mengikut tanda dan proses tepi untuk mengeluarkan burr dan bulat tepi untuk kimpalan.

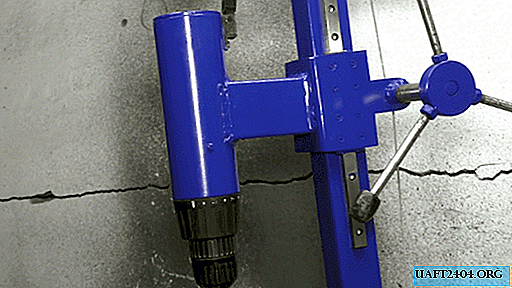
Sebelum memulakan kerja kimpalan dengan segi empat, kita periksa perpendicularity of pipes. Sudut antara penjana mestilah 90 darjah. Kami melakukan pemetik oven di dua atau tiga tempat.

Kami memulakan kimpalan dari titik bawah hubungan dan menjalankan dalam dua pas dengan jahitan filamen: akar dan menghadap. Dengan cara ini, kami akan memastikan mutu terbaik yang dikimpal bersama.
Apabila kimpalan, adalah penting untuk memilih kekuatan semasa yang betul, yang bergantung kepada kualiti elektrik yang dibekalkan dan, khususnya, voltan. Biasanya kita bercakap tentang 70-80 A. Kami memasak dengan elektrod tiga milimeter UONI-13-55, cuba memastikan bahawa sanga tidak jatuh ke dalam logam.
Setelah lulus dari titik bawah ke bahagian atas, kita berhenti dan mengalahkan sanga dengan tukul. Kekurangan yang ditemui adalah tidak kritis, kerana ia boleh dihapuskan dalam menghadapi kedua.
Dengan cara yang sama, kami mengimpal separuh lagi persimpangan permukaan paip. Selepas itu, sedikit proses jahitan pertama, mengeluarkan aliran besar dan terak.

Kami mula mengenakan jahitan depan dari bawah, memegang elektrod pada sudut 45 darjah di sepanjang jalan, dan bergerak melintang ke jahitan pertama, atau "herringbone". Seterusnya, kami memasak jahitan, memegang elektrod hampir menegak ke permukaan, dan selesai separuh pertama, meletakkan elektrod semula pada 45 darjah di sepanjang jalan, dan membuat gerakan bulat.
Kami mula mengenakan jahitan depan juga dari titik bawah dan membawanya ke bahagian atas, selepas itu kami mengalahkan sanga dengan tukul dari jahitan.
Dengan cara yang sama, kami memasak jahitan depan pada separuh kedua hubungan paip. Apabila anda bergerak ke atas, kami melambatkan kelajuan kimpalan supaya jahitannya sama di mana-mana.
Kami juga mengalahkan sanga dan membersihkan jahitan dengan pengisar. Hasilnya adalah jahitan kimpalan yang kemas dan boleh dipercayai.
Share
Pin
Tweet
Send
Share
Send